 Vai al contenuto
Vai al contenuto













Identificazione dell'architettura del termocoppia nei sistemi a canale caldo
Quando si lavora con cablaggio del termocoppia dell'ugello del sistema a canale caldo, l'identificazione corretta dell'architettura del termocoppia è fondamentale per un controllo preciso della temperatura e l'integrità elettrica.
Giunzioni del termocoppia a massa vs. non a massa
- Giunzioni a massa
- La giunzione del termocoppia è direttamente saldata al rivestimento metallico dell'ugello.
- Vantaggi: Tempo di risposta più rapido grazie alla conduzione termica diretta; ideale per rapidi cambi di temperatura nella pressofusione.
- Svantaggi: Maggiore suscettibilità a interferenze di rumore elettrico e loop di terra; il segnale può essere influenzato da fluttuazioni di alimentazione della macchina.
- Giunzioni non a massa
- La giunzione è isolata elettricamente all'interno del rivestimento del termocoppia.
- Vantaggi: Interferenza di rumore ridotta, risultando in segnali più puliti per un collegamento preciso al controller PID.
- Svantaggi: Tempo di risposta leggermente più lento rispetto alle giunzioni a massa; richiede schermatura adeguata e separazione dei cablaggi.
Consiglio di selezione: Per sistemi di pressofusione sensibili al rumore elettrico, utilizzare termocoppie con giunzione non a massa per minimizzare le letture di temperatura errate e migliorare la stabilità complessiva del processo.
Tipi di calibrazione del termocoppia: Tipo J e Tipo K
- Tipo J (Ferro-Constantan)
- Adatto per intervalli di temperatura circa da -210°C a 760°C.
- Comunemente usato per la convenienza economica nell'assemblaggio del collettore del sistema a iniezione.
- Il filo di ferro di ferro deve essere verificato per l'integrità per evitare deriva e imprecisioni.
- Tipo K (Chromel-Alumel)
- Utilizzabile da -270°C fino a 1260°C; preferito per applicazioni ad alte temperature.
- Più stabile in atmosfere ossidanti e ampiamente adottato negli schemi di cablaggio dei sensori industriali.
Consigli per il test e la manutenzione dei fili
- Eseguire un'ispezione fisica di entrambi i fili del termocoppia positivo e negativo; contaminazione o danni alterano la tensione termoelettrica.
- Usare un multimetro impostato in millivolt per verificare la tensione a circuito aperto rispetto a punti di temperatura noti.
- Confermare la polarità corretta prima dell'installazione: filo positivo (tipicamente non magnetico o chromel per il Tipo K) rispetto al filo negativo, seguendo gli standard di codifica colore ANSI o IEC.
Identificando correttamente l'architettura del termocoppia e il suo tipo di calibrazione, i tecnici evitano errori comuni come inversione di polarità o letture di temperatura instabili, essenziali per il controllo della temperatura nello stampaggio ad iniezione.
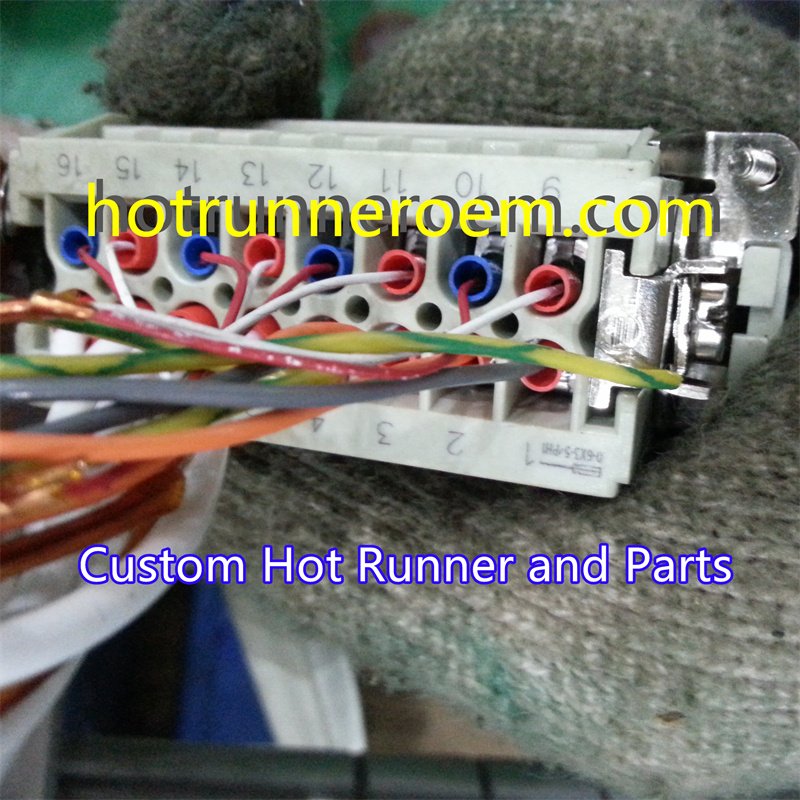
Decodifica degli standard globali di codifica colore dei cablaggi per il cablaggio del termocoppia della boccola del sistema a iniezione
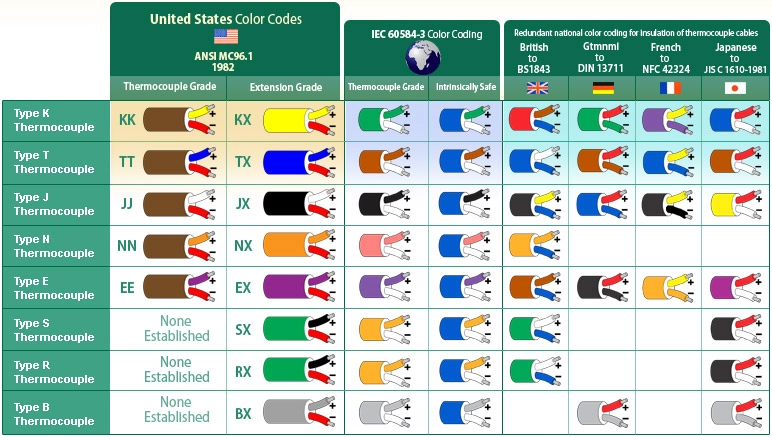
Comprendere i codici colore dei cablaggi dei termocoppie nei sistemi a iniezione è essenziale per un controllo preciso della temperatura e per evitare guasti. Le diverse regioni hanno stabilito standard che definiscono i colori dei fili per le termocoppie di Tipo J e Tipo K, ampiamente utilizzate nel monitoraggio della temperatura della boccola.
Standard ANSI (Italia)
In Italia, lo standard ANSI è il riferimento principale per i colori dei cablaggi delle termocoppie:
- Tipo K le termocoppie usano un giallo filo positivo e un rosso filo negativo.
- Tipo J i termocoppie impiegano un bianco filo positivo e un rosso filo negativo.
È importante notare che il il filo rosso indica sempre il polo negativo nella cablatura ANSI. Errata identificazione della polarità può causare letture di temperatura errate o danni ai sensori PID sensibili che gestiscono il controllo della temperatura dello stampo ad iniezione.
Standard IEC (Europa/Internazionale)
I codici colore della cablatura IEC differiscono, soprattutto per i termocoppie di Tipo K:
- Il filo positivo di Tipo K è rosso, mentre il filo negativo è giallo.
- Il filo positivo di Tipo J è rosso, con il negativo che è bianco.
Questa inversione rispetto agli standard nordamericani spesso causa confusione durante l'installazione o la manutenzione, specialmente in operazioni globali che utilizzano assemblaggi di collettori di riscaldamento internazionali.
Standard DIN per Macchine Tedesche Legacy
Le apparecchiature tedesche più vecchie seguono tipicamente gli standard DIN, che sono strettamente allineati con IEC ma a volte presentano leggere variazioni di colore per alcuni tipi di termocoppie. Questi standard legacy devono essere verificati attentamente rispetto alla documentazione delle macchine per evitare cablaggi errati, soprattutto perché alcuni connettori legacy utilizzano pinout unici.
Polarità del filo rosso e errori comuni
La differenza di polarità del filo rosso tra sistemi ANSI e IEC è una fonte frequente di guasti di cablaggio:
- Supporre che il rosso sia positivo quando in realtà è negativo (o viceversa) può causare errori di polarità inversa.
- Questo errore può portare a letture di temperatura irregolari o guasti di allarme nei controller di temperatura multi-zone.
Per prevenire questi problemi, verificare sempre il tipo di termocoppia e gli standard di cablaggio regionali prima di collegare i fili alle resistenze o ai cavi di estensione della termocoppia. Quando si lavora sul cablaggio della termocoppia della boccola del sistema hot runner, controllare attentamente colori e continuità per evitare errori di installazione comuni.
Per approfondimenti più dettagliati e layout pratici di cablaggio, rivedere le collettore a canale caldo e connessioni del sistema di controllo può essere estremamente utile per garantire che il cablaggio rispetti gli standard globali e l'affidabilità operativa.
Protocolli di cablaggio passo-passo per gli ugelli
Preparare correttamente il cablaggio del termocoppia dell'ugello del sistema hot runner inizia con una buona preparazione del filo. Usa strumenti affilati per spellare l'isolamento in modo pulito senza danneggiare il conduttore. Crimpa i connettori saldamente per garantire contatti stabili, quindi copri le giunzioni con tubi termorestringenti per isolamento e protezione meccanica. Questa cura di base aiuta a evitare connessioni allentate e cortocircuiti elettrici.
Per connettori di uso intensivo, conosci bene le tue pinout. Le configurazioni comuni degli ugelli utilizzano connettori a 5 pin o 24 pin. Ogni pin ha una funzione dedicata—alcuni per l'alimentazione del riscaldatore, altri per i segnali della termocoppia. Mantieni separati questi fili fisicamente all’interno del cablaggio per ridurre notevolmente l'interferenza del rumore elettrico, che può causare letture di temperatura inaccurate. Quando si instradano i fili, separa i fili della termocoppia dalle bobine riscaldanti e dalle alimentazioni ogni volta che è possibile.
Anche la configurazione della zona è importante. Il cablaggio incrociato delle zone riscaldanti e dei sensori può causare guasti gravi, inclusi output erratici della termocoppia o danni ai componenti. Controlla sempre i diagrammi di cablaggio durante l'installazione per verificare che ogni filo corrisponda alla zona designata. Questo è particolarmente importante nei controller di temperatura multi-zona che gestiscono configurazioni complesse di insiemi di collettori hot runner.
Se desideri approfondire i consigli sul cablaggio degli ugelli e i dettagli delle pinout, la nostra risorsa su design del beccuccio del sistema hot runner offre approfondimenti completi.
Seguendo protocolli di cablaggio chiari e mantenendo i circuiti del riscaldatore e della termocoppia distintamente separati, si migliora la qualità del segnale e l'affidabilità del sistema per le esigenze di controllo della temperatura della stampaggio ad iniezione.
Diagnosi di guasti e anomalie nel cablaggio della termocoppia degli ugelli del sistema hot runner
Quando si tratta di cablaggio della termocoppia degli ugelli del sistema hot runner, una diagnosi rapida e accurata dei guasti è fondamentale per mantenere il controllo della temperatura dello stampaggio ad iniezione senza problemi. Ecco come identificare e risolvere i problemi di cablaggio più comuni:
Sintomi di polarità inversa e correzioni
Scambiare i fili della termocoppia (positivo e negativo) causa polarità invertita, risultando in letture di temperatura inaccurate o negative. I segnali includono improvvisi cali di temperatura sul controller PID o segnali erratici. Per risolvere:
- Conferma la polarità dei fili controllando i colori dei fili utilizzando riferimenti ANSI o IEC (ricorda che il rosso è spesso negativo).
- Inversione dei fili al connettore o alla scatola di giunzione.
- Rifai il test del circuito per confermare letture stabili.
Rilevamento di circuiti aperti con test di continuità
Un circuito aperto nel cablaggio della termocoppia interrompe il flusso di corrente e blocca il segnale, rendendo spesso la lettura della temperatura vuota o costante a un valore di fallimento. Per verificare circuiti aperti:
- Usa un multimetro impostato sulla modalità di continuità.
- Testare il cablaggio dalla punta del termocoppia dell'ugello fino al connettore del controller.
- Identificare e sostituire prontamente eventuali sezioni di cablaggio rotte o danneggiate.
Verifica dei cortocircuiti a terra utilizzando tester di resistenza di isolamento
I cortocircuiti tra i fili del termocoppia e la terra possono causare letture rumorose o irregolari e potenzialmente danneggiare l'attrezzatura di controllo. Rilevare i cortocircuiti tramite:
- Misurare la resistenza di isolamento tra i fili del termocoppia e la terra con un megohmmetro.
- Confermare che i valori di resistenza rispettino le soglie di sicurezza (tipicamente in megaohm).
- Riparare o sostituire qualsiasi isolamento o cablaggio compromesso.
Identificazione e risoluzione delle interferenze elettromagnetiche (EMI)
Le interferenze di rumore elettrico nelle stampi spesso portano a letture instabili o fluttuanti del termocoppia. Per mitigare i problemi EMI:
- Mantenere il cablaggio del termocoppia separato dai cavi di alimentazione del riscaldatore.
- Utilizzare cavi di estensione del termocoppia schermati progettati per ambienti industriali.
- Fissare il cablaggio lontano da fonti di alta corrente e mettere a terra correttamente le schermature.
- Se l'instabilità persiste, considerare l'installazione di filtri anti-rumore o nuclei di ferrite.
Una corretta risoluzione dei problemi non solo ripristina un rilevamento affidabile della temperatura, ma protegge anche il controller di temperatura multi-zone e prolungare la vita dell'assemblaggio del collettore hot runner. Per schemi di cablaggio dettagliati e supporto aggiuntivo, esplorare le nostre risorse di cablaggio del termocoppia dell'ugello del sistema hot runner può essere molto utile.
Migliori pratiche per la gestione e la protezione dei cavi
Una corretta gestione dei cavi è fondamentale per un cablaggio affidabile del termocoppia dell'ugello del sistema hot runner, specialmente in ambienti di stampaggio ad iniezione difficili. Ecco su cosa concentrarsi:
Scegliere materiali di isolamento ad alta temperatura
- Isolamento in fibra di vetro: Eccellente resistenza al calore fino a 550°C, adatta alla maggior parte degli ugelli a iniezione calda. È durevole ma meno flessibile.
- Isolamento in PTFE: Gestisce temperature fino a circa 260°C, offre un'ottima resistenza chimica e flessibilità, perfetto per aree che richiedono curve strette o movimento.
Selezionare l'isolamento giusto aiuta a prevenire fusione o degrado che possono causare cortocircuiti o interferenze di rumore.
Routing intelligente dei cavi all'interno delle piastre dello stampo
- Mantenere i fili del termocoppia separati dalle linee di alimentazione del riscaldatore per ridurre il rumore elettrico che può disturbare il controllo preciso della temperatura nelle configurazioni del controller di temperatura multi-zone.
- Instradare i cavi lungo canali o scanalature designate all'interno dello stampo per evitare schiacciamenti o abrasioni durante il ciclo dello stampo.
- Evitare curve strette o spigoli vivi—punti di stress che portano a guasti dei cavi nel tempo.
Affidabile protezione da trazione alle uscite del sensore dell'ugello
- Utilizzare morsetti o manicotti di protezione adeguati dove i cavi escono dall'assemblaggio dell'ugello. Questo previene l'affaticamento o la rottura dei fili a causa di movimenti ripetuti o vibrazioni.
- Tubi termoretraibili combinati con manicotti intrecciati offrono una protezione meccanica aggiuntiva e aiutano a mantenere connessioni del sensore costanti.
- Controllare regolarmente i punti di protezione da trazione durante la manutenzione dello stampo per evitare guasti imprevisti dei cablaggi o letture di temperatura false.
Applicando queste pratiche di gestione e protezione dei cavi, si garantisce un funzionamento costante del termocoppia e si riducono i tempi di inattività nell'assemblaggio del collettore a iniezione calda. Per soluzioni di cablaggio complete e componenti di qualità, consultare la nostra gamma di componenti del sistema di iniezione calda.
